



Copyright © 2010 陕西消防协会 版权所有 All Rights Reserved 陕ICP备13008686号-1
电话:029-86167617 029-86167591 传真:029-86167617 邮编:710018 邮箱:sxsxfxh@163.com
电话:029-86167617 029-86167591 传真:029-86167617 邮编:710018 邮箱:sxsxfxh@163.com


摘要:不饱和聚酯树脂(UP)在生活中被广泛应用,但其在制造过程中常常因人员操作失误、管线泄漏和设备老化等原因,在国内外都曾引发过严重的火灾及爆炸事故,导致人员伤亡及财产损失,对于经济行业和环境安全都造成非常大的打击。为了避免及降低此类事故的发生和产业的持久发展,本文以 UP 与过氧化甲乙酮(MEKPO)或过氧化2-乙基己酸叔丁酯(TBPO)进行硬化反应及热危害研究分析,运用热重分析仪(TG)和差示扫描量热仪(DSC)求得相关热力学参数,并探讨 UP 与两种硬化剂反应特性及潜在热危害现象。研究表明混合 MEKPO 会比混合 TBPO 有较高的热危害特性,希望通过本研究为工业制造提供正确的消防安全防范措施。
关键词:消防;不饱和聚酯树脂;硬化反应;热危害分析
1 引言
由于石化工业的蓬勃发展,国内外多数的工业制造行业都与 UP 息息相关,包括造船业、建筑业、玻璃纤维制造业和塑胶制造业等[1-4],而每年 UP 亦有大量出口的记录,因此 UP 在工业上具有极其重要的地位。
然而,由于 UP 的需求量剧增,会用到大量的可燃性物质,若稍有不慎,很容易导致化学工业意外灾害,过去几年由于 UP 引发的事故不断发生,2010 年中国台湾桃园电子工厂因操作人员疏失,使 UP 外漏并与产生大火,造成一死四伤事故,2014 年浙江台州由于装有 20 桶 UP 的卡车发生碰撞事故并冲破护栏后侧翻于高速公路边,导致三桶 UP 泄漏,对环境造成污染。接连的事故发生,对于整个经济产业和环境安全造成了相当大的抨击,因此如何消除火灾隐患,防止此类事故的发生显得尤为重要[5]。
本文针对 UP 与硬化剂进行热危害分析,运用 TG 和 DSC 对 UP 及其不同硬化剂进行热稳定性测试,探究制造过程中危害性及其对温度的热敏感性,并对热危害进行评估,以达到认识本质危害的效果,为较少事故的发生提供理论依据。
2 实验方法
2.1 样品
本文研究使用的样品是由英全化學工業股份有限公司(台中,中国台湾)所提供的 UP,型号为 3120-TA,内含 30–40% 的苯乙烯。
2.2 TG实验
通过 TG(Pyris1, Perkinelmer)对 UP 进行测试,得到其分解温度。然后分别与两种不同的硬化剂(MEKPO 和 TBPO)混合测试,得到各阶段的分解现象。两组实验条件设计如下:
(1)第一组:用 UP 进行不同的升温速率实验,分别为 10,15,20,和 25oC/min,温度范围设定为 30–800oC。
(2)第二组:烤箱加热试验:UP 与 MEKPO 或 TBPO 混合至 1:1,置于 150oC 烤箱中加热 20 分钟,待样品冷却至室温,然后以 20oC/min的升温速率对样品进行测试,温度范围设定为 30–500oC。
(3)无烤箱加热试验:UP 与 MEKPO 或 TBPO 混合至 1:1,然后以 20oC/min的升温速率直接对样品进行测试,温度范围设定为 30–500oC。
2.3 DSC实验
通过 DSC(DSC 821e, Mettler Toledo)对 UP 与不同比例的硬化剂进行了测试,实验设计如下:
(1)第一组:不同比例的UP与硬化剂在 4oC/min升温速率下进行测试,温度范围设定为 30–300oC。
(2)第二组:比例为 3:1 的 UP 与硬化剂在 2,4,8 和 16oC/min的升温速率下进行测试,温度范围设定为 30–300oC。
3 实验结果与讨论
本节将针对UP与两种不同硬化剂(MEKPO或TBPO)进行升温及热裂解实验结果进行详细的讨论与分析,并根据实验结果,并对 UP 与其两种不同硬化剂的硬化反应进行深入的研究探讨。
3.1 TG 实验结果分析
本文先运用 TG 对 UP 进行初步的升温热裂解实验,升温速率分别设定为 10,15,20 和 25oC/min,而温度范围设定为 30–800oC,以了解 UP 的热裂解温度及热重损失率,如图 1 所示。从图 1 中可以看出随著升温速率的上升,曲线会有延迟的现象产生。升温速率越快,T0、Tp、热重损失速率都会变高。
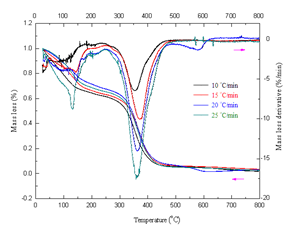
图 1 UP的 TG-DTG 曲线图
得知 UP 的热裂解温度后,接着以比例为 1:1 的 UP分别与 MEKPO 和 TBPO 混合,且分别以有烘箱测试以及无烘箱测试进行比较,并探讨其各阶段的裂解现象。
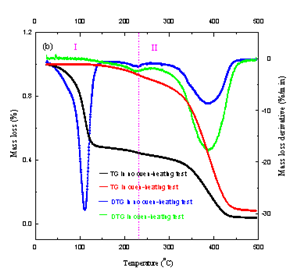
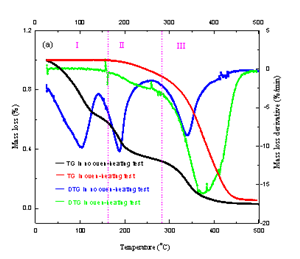
图 2 比例为 1:1 的 UP 与 MEKPO(a)或 TBPO(b)混合的 TG-DTG 曲线图
比例为 1:1 的 UP 与 MEKPO 混合的 TG-DTG 如图 2(a)所示。可见无烘箱测试结果会产生三个裂解端,由于 UP 中含有 30-40% 之苯乙烯,故判断第一个阶段为苯乙烯的挥发,T01 为 68.60oC;根据文献,MEKPO 的裂解温度约为 150oC,故第二阶段为 MEKPO 的裂解,T 02 为 166.68 oC;第三阶段的裂解温度与 UP 的裂解温度比较,有提前的现象,表示 UP 与 MEKPO 发生了硬化反应而产生新的硬化产物,因此此阶段为 UP 混合 MEKPO 硬化后产物的裂解,T 03 为 311.42 oC,Tp3 为 338.80oC,最大热重损失速率则为 8.61%/min。而有烘箱测试的结果无前二段的裂解过程,只有产物的裂解,T03 为 311.52oC,Tp3 为 376.38oC,最大热失重速率则为 16.16%/min。
比例为 1:1 的 UP 与 TBPO 混合的 TG-DTG 如图 2(a)所示。可见无烘箱测试结果会产生两个裂解端,TBPO 的裂解温度约为 100oC,故判断第一阶段为苯乙烯的挥发及 TBPO 的裂解,T01 为 91.52oC。第二阶段的裂解温度与 UP 的裂解温度比较,有延后的现象,所以此阶段也为 UP 混合 TBPO 硬化后产物的裂解,T02 为 346.41oC,T p2 为 390.03oC,最大热重损失速率则为 8.68%/min。而有烘箱测试的结果亦无前段裂解,只剩下产物的裂解,T02 为 342.79&lTp2 为 384.73oC,最大热重损失速率则为 17.81%/min。
通过比例为1:1的UP与不同硬化剂混合的结果,可以证实 UP 混合 MEKPO 及 UP混合 TBPO 确实有硬化反应发生。
3.2 DSC 实验结果分析
得知 UP 的热裂解温度及硬化反应的比较后,接着以 DSC 进行实验评估 UP及两种不同硬化剂各混合比例间的危害性,并进行不同升温速率下的结果探讨。
首先进行 UP 与 MEKPO 混合比例为 1:1、3:1、5:1 的 DSC 实验,由图 3.3(a)可看出在硬化反应过程中会有二段波峰出现。由 TG 实验结果得知,UP 的裂解温度约为 321.09oC,而产物的裂解也在 300oC 之后,因此排除 UP 与硬化后产物裂解放热的可能。随著 UP 比例的增加,第一段波峰(66.33–71.99oC)会逐渐上升,而第二段波峰(124.01–117.62 oC)会逐渐下降,代表 UP 的用量会影响硬化反应,故判断第一段为硬化反应的放热;而根据文献,MEKPO 的放热起始温度约为 103oC 左右,而实验中第二段分解温度也约为100oC,因此判定第二段为 MEKPO 的放热。
再来进行 UP 与 TBPO 混合比例为 1:1、3:1 和 5:1 进行的 DSC 实验,由图 3.3(b)可看出 UP 与 TBPO 的实验一样会有二段的波峰出现,且随著 UP 比例的增加,第一段波峰会逐渐上升(85.53 降至 81.85 oC),而第二段波峰会逐渐下降(125.70 降至 124.89oC),与混合 MEKPO 的现象相同,故第一段为硬化反应的放热;而根据文献,TBPO 的起始温度约为 98oC 左右,而实验中第二段分解温度也约为 100oC,因此判定第二段为 TBPO 的放热。
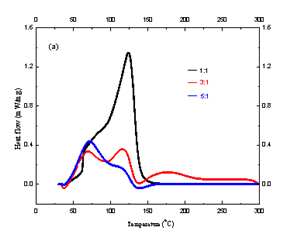
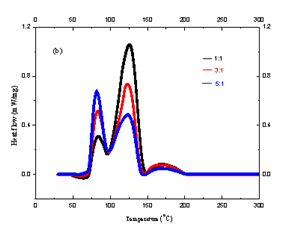
图 3 不同比例的 UP 与 MEKPO(a)或 TBPO(b)混合的 DSC 图
然后以不同混合比例的 UP 与 MEKPO 和 UP 与 TBPO混合,探讨其各比例间的危害性。
表 1 为 UP 与 MEKPO 在不同混合比例下所做的 DSC 实验数据,总反应热(ΔHd)代表物质分解时所造成的严重性,从表中可看出在三个比例中,ΔHd, 1:1(857.34J/g)> ΔHd, 3:1(370.30J/g)> ΔHd, 5:1(342.39J/g)。三者中除 ΔHd 1:1 较大外,其余皆相差不多,故可再以起始温度来判定其危害性,因 T0 代表物质分解的难易,T0, 3:1(67.86 oC)> T0, 1:1 (60.77oC)> T0, 5:1 (43.40oC),因此可判定当比例为 3:1 时,相较于其他比例为较安全的状态。
表 2为UP与 TBPO 在不同混合比例下所做的 DSC 实验数据,在三个比例中,ΔHd 大小为 ΔHd, 5:1(536.64J/g)> ΔHd, 1:1(418.79J/g)> ΔHd, 3:1(392.27J/g),其总反应热相差不多,故可以 T0 进行危害性比较,而其 T0 的大小为 T0, 3:1(102.58oC)> T0, 1:1(98.74oC)> T0, 5:1(71.49 oC),因此可判定当比例为 3:1 时,相较于其他比例为较安全的状态。

比较完 UP 与 MEKPO 和 UP 与 TBPO 在不同混合比例下的危害后,接下来就以二者在相同比例下进行为比较:
在混合比例为 1:1 时,T0, UP+TBPO(60.77 oC)> T0, UP+MEKPO(98.74 oC),ΔHd, UP+MEKPO(857.34J/g)> ΔHd, UP+TBPO(536.64J/g)。
在混合比例为 3:1 时,T0, UP+TBPO(67.86oC)> T0, UP+MEKPO(102.58oC),ΔHd, UP+MEKPO(370.30J/g)> ΔHd, UP+TBPO(418.79J/g)。
在混合比例为 5:1 时,T0, UP+TBPO(71.49 oC)> T0, UP+MEKPO(43.40 oC),ΔHd, UP+MEKPO(392.27J/g)> ΔHd, UP+TBPO(342.39J/g)。
综上比较,可判断 UP 加入 TBPO 相较于加入 MEKPO 安全。虽然两者间放热差异不大,但加入 TBPO 后,其 T0 皆比加入 MEKPO 高,就代表加入 TBPO 需较高的温度才能使其放热,也因此会比加入 MEKPO 稳定,使在工业制造过程中的安全度提升。而图 4 为 UP 与 MEKPO 和 UP 与 TBPO 在三种不同混合比例下的对照图。
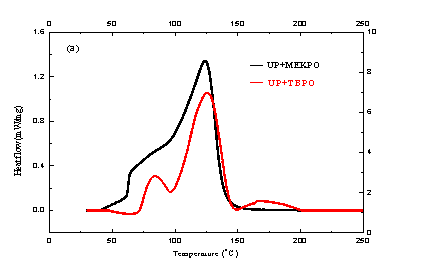
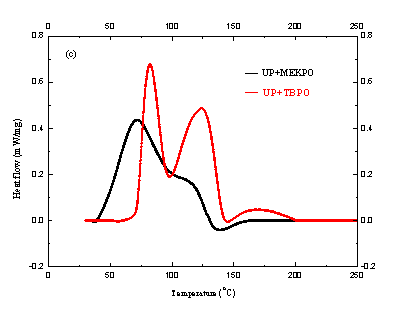
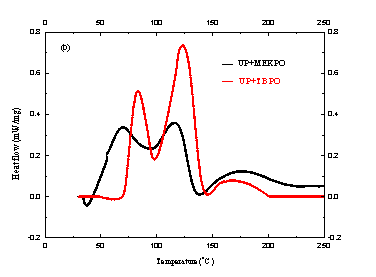
图 4 UP 与 MEKPO 或 TBPO 在混合比例 1:1(a),3:1(b)和 5:1(c)的 DSC 图
依照上述比较的结果,可知最安全的混合比例为 3:1,接着就以此比例进行不同升温速率 2,4,8 和 16oC/min 的实验来获得其相关参数,如图 5 所示。
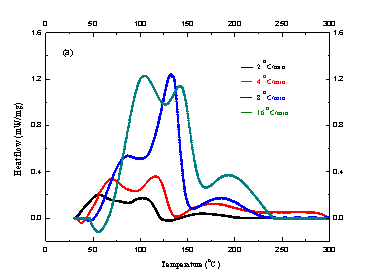
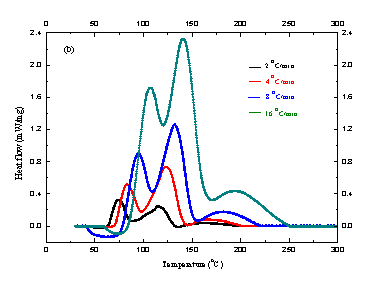
图 5 混合比例为 3:1 的 UP 与 MEKPO(a)或 TBPO(b)的 DSC 图
从图 5 中可以看出,当升温速率上升,DSC 曲线也会随之延迟,且两组实验都呈现出良好的重复性,为典型的 DSC 实验结果。具体实验热力学结果如表 3 和表 4 所示,依此结果,可以为工业生产提供安全指导。

4 结论
本研究针对 UP 混合硬化剂进行升温及热裂解实验,并根据实验结果探讨其硬化反应并归纳出以下结论:
1. 在 TG 的实验中,测得 UP 的热裂解温度约为 321.09oC,接着比较有无烘箱测试实验结果,可证明 UP 混合 MEKPO 和 UP 混合 TBPO 确实有硬化反应的情况发生;
2. 在 DSC 的实验中,分别以混合比例 1:1、3:1 和 5:1 进行升温实验,发现当混合比例为 3:1 时,无论 UP 与 MEKPO 混合还是 UP 与 TBPO 混合,T0 皆为三者比例中最高且 ΔHd 皆为三者比例中最低,证明在工业生产制造中此比例为最安全的混合比例。
3. 以相同混合比例下进行 UP 与 MEKPO 和 UP 与 TBPO 危害性的比较,发现在这三种比例下,加入 MEKPO 都会比加入 TBPO 来的危险,因此在工业生产中建议用 TBPO 硬化剂代替MEKPO硬化剂。
参考文献
[1] 陈红, 刘小峯, 刘晓晨,等. 2011-2012年世界不饱和聚酯树脂工业进展[J]. 热固性树脂, 2013 (02): 64-69.
[2] 刘小峯, 王秀玲, 邹林. 2017-2018年国内外不饱和聚酯树脂工业进展[J]. 热固性树脂, 2019.
[3] Liu, C.; Li, J.; Lei, W.; Zhou, Y. Development of biobased unsaturated polyester resin containing highly functionalized castor oil[J]. Industrial Crops and Produccts. 2014, 52, 329–337.
[4] 杜新胜, 杨成洁, 张霖,等. 我国不饱和聚酯树脂的研究与应用[J]. 塑料助剂, 2013, 000 (005): 1-3,44.
[5] Tsai, Y.; Yang, Y.; Huang, H.; Shu, C. Inhibitory effects of three chemical dust suppressants on nitrocellulose dust cloud explosion[J]. AIChE Journal. 2020, 66, e16888.